





鋼結構防護密閉門-元大人防(在線咨詢)-鋼結構防護密閉門圖集
青島福潤得交通設備有限公司
經營模式:生產加工
地址:青島市李滄區瑞金路19號丙
主營:防護設備
業務熱線:0532-84917077
產品詳情 聯系方式
塞焊:電流為180-200A,電弧電壓20-25V,焊絲干伸長度20-25mm,氣體流量20L/min。
焊接時,按焊縫大小取焊縫較小先焊、大縫后焊,電流采用較小電流焊接,時刻注意焊接引起的變形及焊縫收縮量,并在每根縱向工字鋼上取四點,做上標記,鋼結構防護密閉門使用,每焊接完一次用水平儀檢測一次,鋼結構防護密閉門,記下檢測結果作為后一次檢測的標準。
3、焊接順序,先焊接縱向工字鋼與橫向工字鋼底部翼板的平焊縫。焊接完畢冷卻后檢測,再焊接工字鋼底部的平角焊,鋼結構防護密閉門圖集,后焊立焊。立焊分四次焊接,每次焊單邊的二分之一,先焊接下半部份再焊接上半部份,鋼結構防護密閉門生產,采用退步焊的方法,從上向下焊接。焊接完畢后翻轉鋼骨架并固定在平臺上,按正面焊接順序焊接。焊完骨架上所有焊縫,再將骨架正、反兩個面的焊縫打磨平。
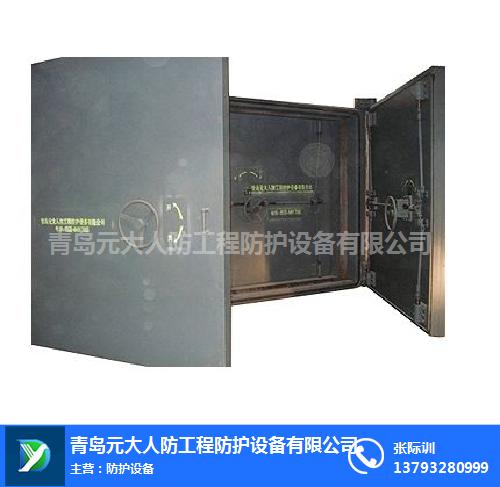
輕質高強防護密閉門性能良好,具有重量輕、強度高、耐腐蝕、壽命長等優點,以及良好的絕緣性、隔音性和阻燃性。完全可以替代現行的鋼筋混凝土密閉門和全鋼密閉門。復合材料輕質防護密閉門還具有環保性、沒有維修費用、易于批量生產等特點,可以在人防建設中發揮重要作用,同時用復合材料輕質防護密閉門替換一些年久失修以至損壞的鋼筋混凝土密閉門,安裝方便、省時省力,可以有效保證人防工程效能的實現。
為了方便運輸,每扇是由兩塊組成,每扇門的設計分兩塊,內面板為三塊,單張面板面積大,為了防止在拼焊吊裝過程中引起變形要采取以下措施:
1、在面板下料拼焊前要預留50mm以上余量,預防在拼焊后對角線偏差過大無法使用,因為板材本身單邊有彎曲現象,為了消除彎曲現象。下料時將彎曲部分與另一塊彎曲部分對稱下料,以便在焊接時利用反變形消除彎曲。對接縫開單面雙邊坡口、坡口角度60°。

元大人防(圖)-鋼結構防護密閉門使用-鋼結構防護密閉門由青島元大人防工程防護設備有限公司提供。青島元大人防工程防護設備有限公司(www.qdyuanda.cn)是山東 青島 ,安全、防護用品加工的翹楚,多年來,公司貫徹執行科學管理、創新發展、誠實守信的方針,滿足客戶需求。在元大人防領導攜全體員工熱情歡迎各界人士垂詢洽談,共創元大人防更加美好的未來。

張際訓先生
手機:13793280999




